
CC-Link通信 QJ61BT11N⇔IAI製PCON-C-35PI-CC
PREFACE

CC-Link通信
今回は、マスタ・ローカルユニット
QJ61BT11Nと
ローカルデバイス
(アクチュエーターコントローラ)
PCON-C-35IP-CC-0-0
PLC⇔コントローラ間で
通信を行います。
後、課題として、
ストラクチャードテキスト(ST)プログラミング
GX-Works2編
ダブルワードを使用するので・・・
ラベルを使用した・・・
プログラミングで・・・
プログラムを走らせいきます。
DOCUMENT
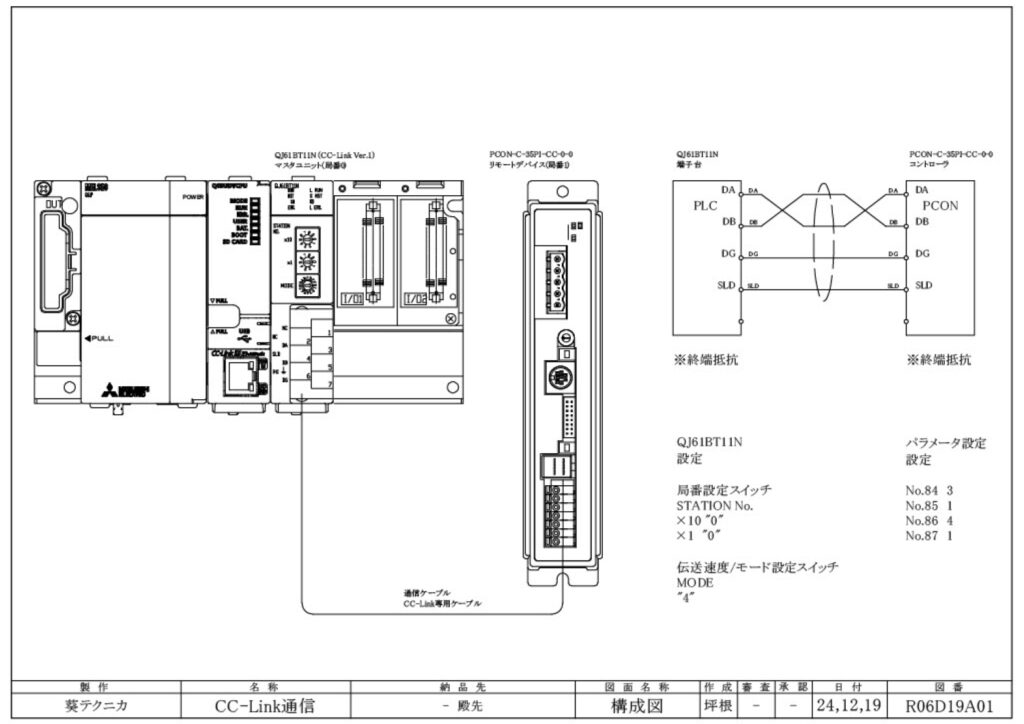
構成は
単純に1対1
最初にマスターユニットを設定
設定
マスターユニット
QJ61BT11N
局番設定(STATION No.)
0局なので
×10 "0"
×1 "0"
伝送速度/モード設定スイッチ
(MODE)
"4"
伝送速度 10Mbps
モード オンライン
ケーブル長 約30cm
SETTING 1 PCON-C
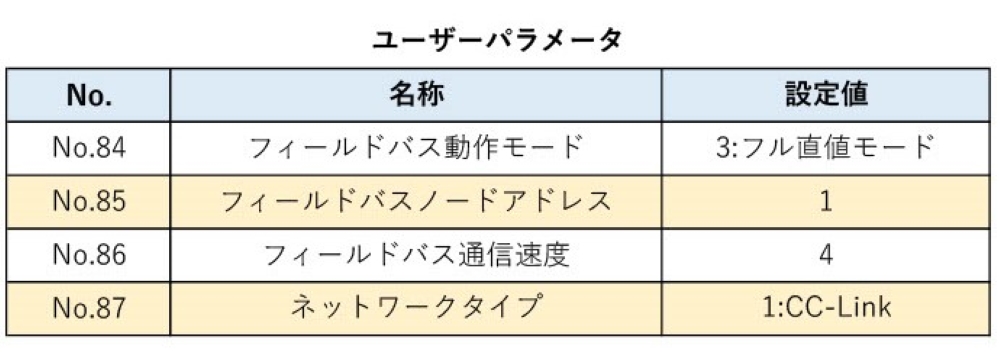
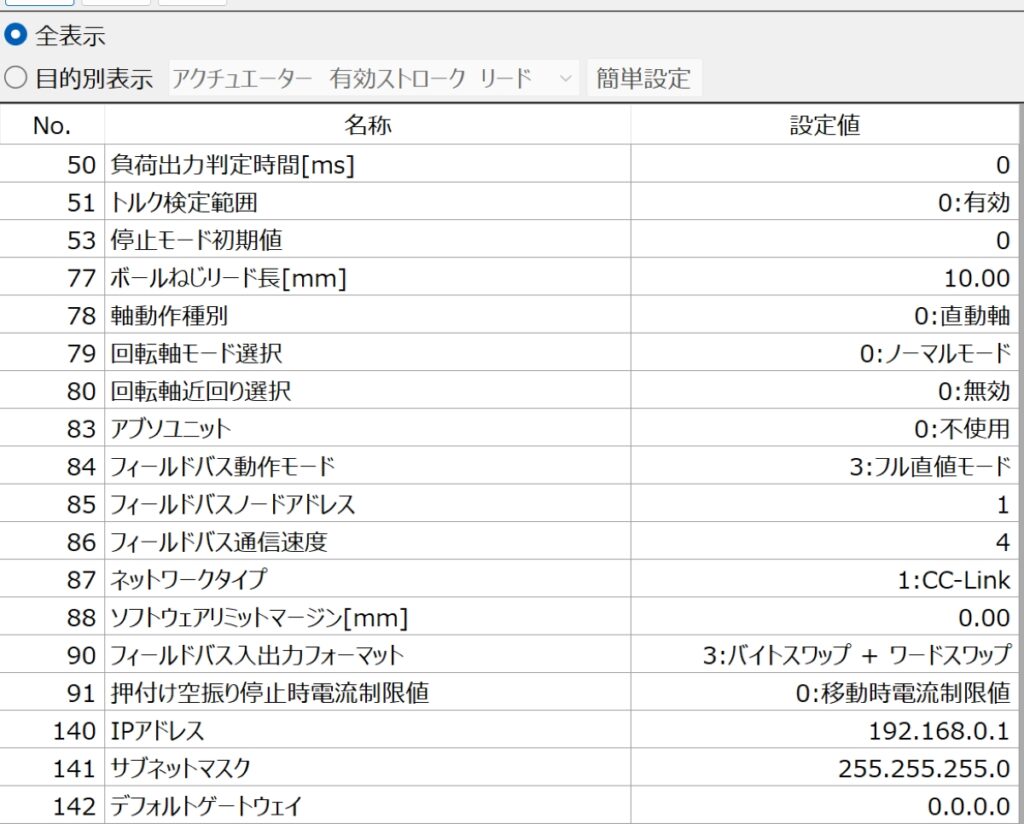
パラメータの設定
特に注意した項目
No.84 フィールドバス動作モード 設定値 3:フル直値モード
No.85 フィールドバスノードアドレス 設定値 1
No.86 フィールド通信速度 設定値 1
No.87 ネットワークタイプ 設定値 1:CC-Link
IAI Toolbox IA-OS内ソフトウェアでパラメーター設定
参考に
CC-Link 取扱説明書
ポジショナータイプコントローラー編
SETTING 1 QJ61BT11N
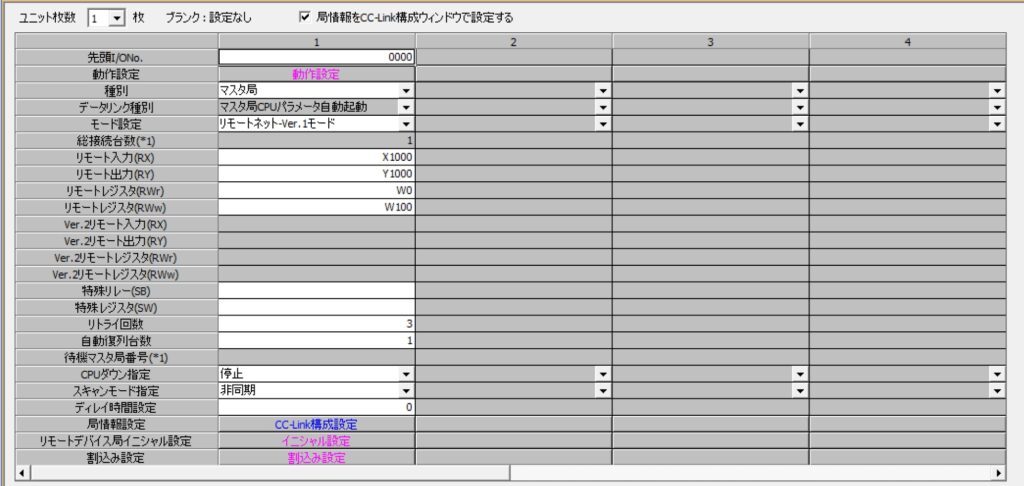
QJ61BT11Nを設定
先頭I/O No. ”0000”
種別 ”マスタ局”
モード設定 ”リモートネット-Ver.1モード”
リモート入力(RX) ”X1000”
リモート出力(RY) ”Y1000”
リモートレジスタ(Rwr) ”W0”
リモートレジスタ(Rww) ”W100”
SETTING 2 QJ61BT11N

CC-Link構成設定
ユニット一覧から
CC-Link機器(株式会社アイエイアイ)から
RCコントローラ
”RCコントローラ”を選択
リモートデバイス局
バージョン ”Ver.1”
占有局数 ”4局占有”
拡張サイクリック設定 ”1倍設定”
リモート局点数 ”128点”
予約局/エラー無効局 ”設定なし”
FOR REFERENCE QJ61BT11N
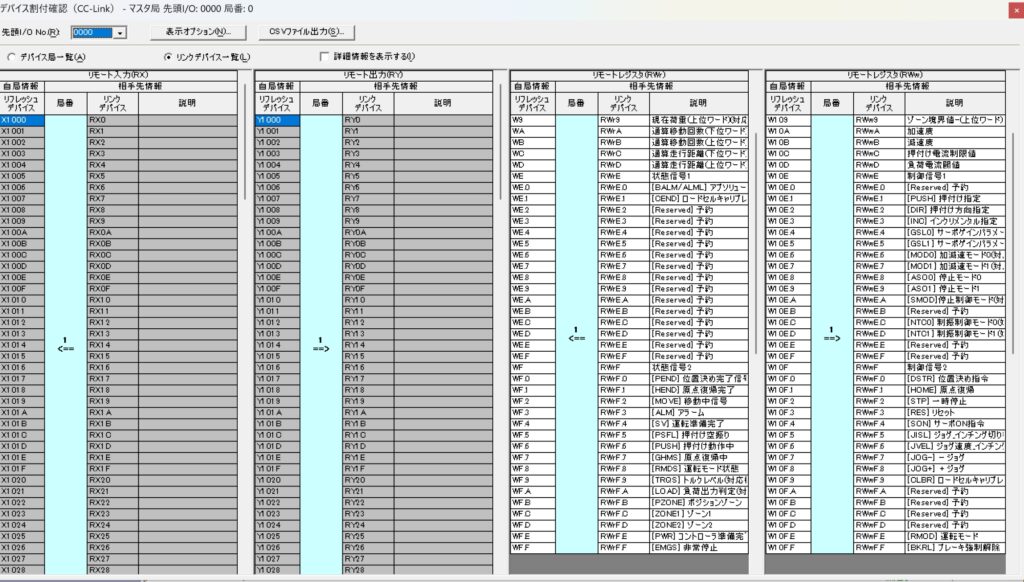
デバイス割付確認
※ドッキングウィンドからデバイスの確認ができます。
この項目を参考にデバイス割付・プログラムを作成していきます。
STTING 3 QJ61BT11N
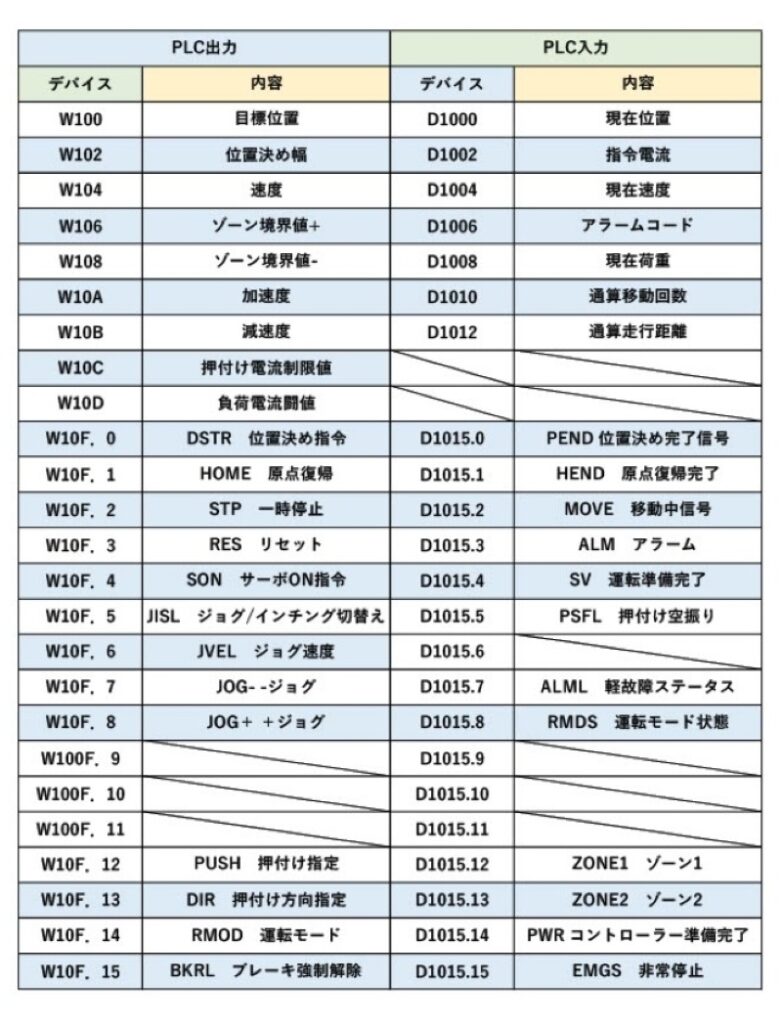
リモート入出力の割付
今回は
出力(22点)
W100 目標位置
W102 位置決め幅
W104 速度
W106 ゾーン境界値+
W108 ゾーン境界値ー
W10A 加速度
W10B 減速度
W10C 押付け電流制限値
W10D 負荷電流闘値
W10F.0 DSTR 位置決め指令
W10F.1 HOME 原点復帰
W10F.2 STP 一時停止
W10F.3 RES リセット
W10F.4 SON サーボON指令
W10F.5 JISL ジョグ/インチング切替え
W10F.6 JVEL ジョグ速度
W10F.7 JOG- ジョグー
W10F.8 JOG+ ジョグ+
D1015.12 PUSH 押付け指定
D1015.13 DIR 押付け方向指定
D1015.14 RMOD 運転モード
D1015.15 BKRL ブレーキ強制解除
リモート入出力の割付
今回は
入力(19点)
D1000 現在位置
D1002 指令電流
D1004 現在速度
D1006 アラームコード
D1010 通算移動回数
D1012 通算走行距離
D1015.0 PEND 位置決め完了信号
D1015.1 HEND 原点復帰完了
D1015.2 MOVE 移動中信号
D1015.3 ALM アラーム
D1015.4 SV 運転準備完了
D1015.5 PSFL 押付け空振り
D1015.7 ALML 軽故障ステータス
D1015.8 RMDS 運転モード状態
D1015.12 ZONE1 ゾーン1
D1015.13 ZONE2 ゾーン2
D1015.14 PWR コントローラー準備完了
D1015.15 EMGS 非常停止
STTING 4 QJ61BT11N



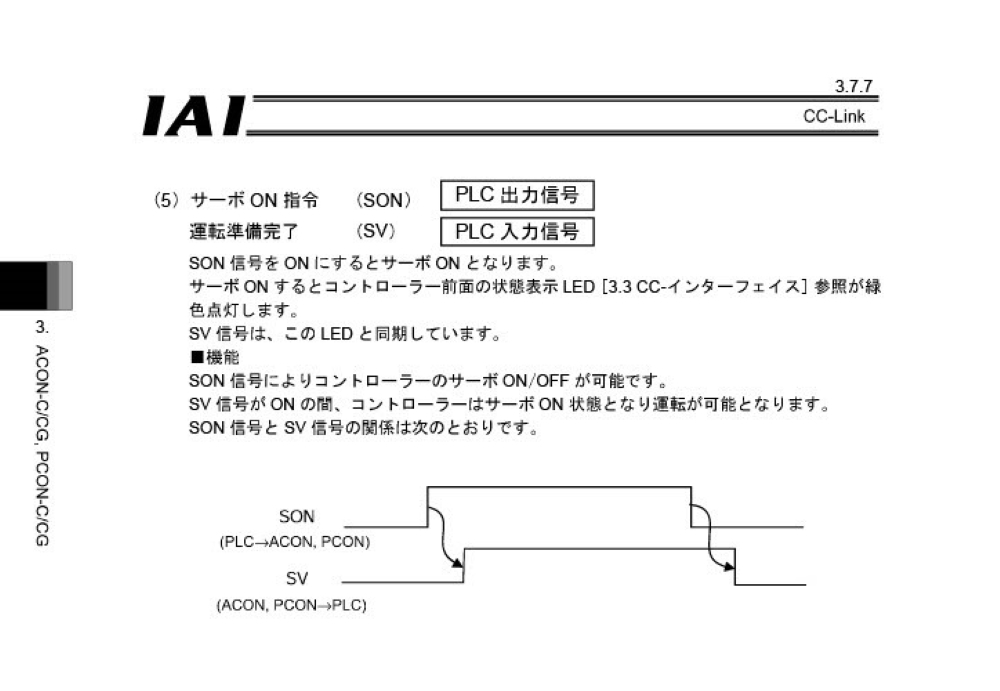
マニュアルの中で注目(注意)して見渡して
動作環境はタイミングチャートを重視
そのうち、不具合等の原因を洗い出すには、しっかり注釈を理解して
動作をイメージしながらプログラムを書き始めました。
後は、怪しい・・・箇所再度、見直して、デバックを繰り返しました。
FOR REFERENCE SUPPLEMENT
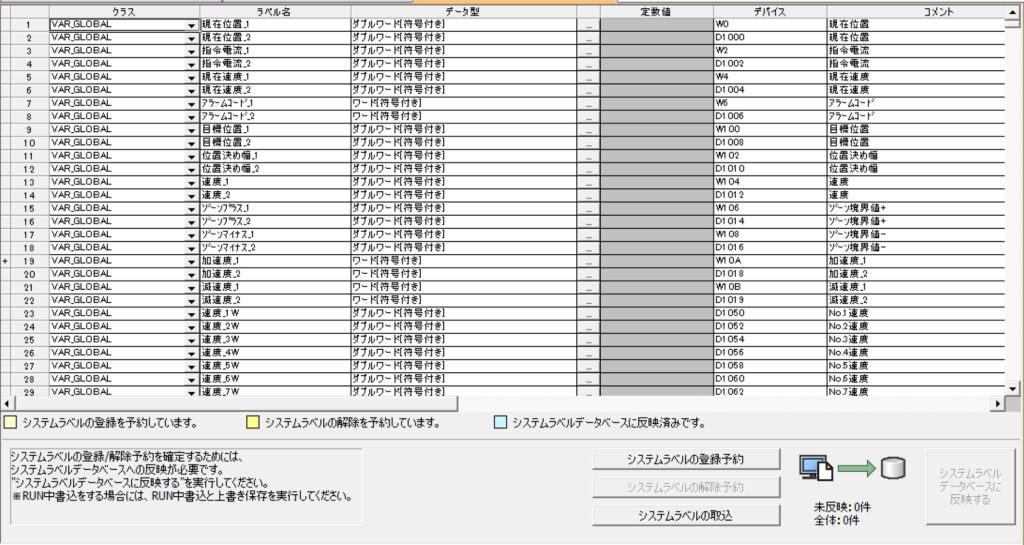
今回は、
ストラクチャードテキスト(ST)プログラミング
ダブルワードを使用する為
ラベルプログラミングを行いました。
GX-Works2編
ラベルを作成して
データ型にダブルワード符号付きを選択
前回の課題でした・・・
ワードデータを・・・
ダブルワードで使用できました。
クラス
VAR_GLOBAL
データ型
ダブルワード(符号付き)
を選択
後は、分かり易いラベル名を・・・
コメントすれば・・・
OKです・・・
※GX-Works3では・・・
普通にラベルを作成に無くても・・・
シングルワード
ダブルワードが選択できます。
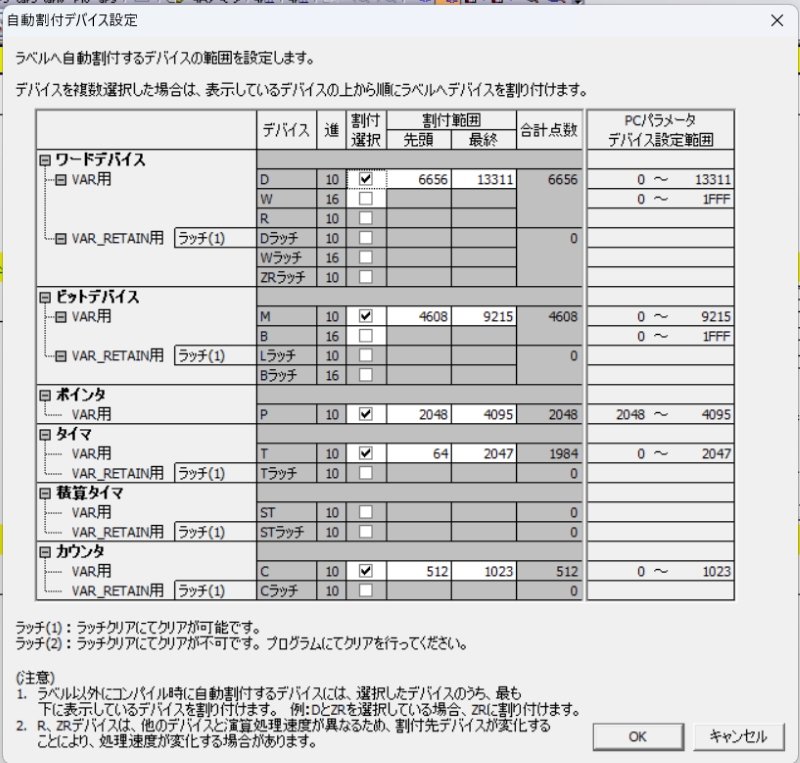
補足
ツールから
自動割付デバイス設定
ラベルの使用している範囲が分ります。
割付範囲に沿ってい
ラベルを割付けます。
FOR REFERENCE LADDER 1
※補足 インラインST GX Works2編
ラベルを使用した
プログラミングを行いました。
数値関連は・・・
インラインST
動作制御は・・・
ラダープログラムで行っています。
DEMONSTRATION
簡単なスライダーの動作
1.原点位置(ー)側から(+)側へ 位置を変えながら移動
2.(+)側から原点位置(ー)側へ 位置を変えながら移動
3. 1と2の動作を繰返し 単純な動作
SUMMARY
3回目
IAI製ロボシリンダーを取上げました。
CC-Link通信を使用して
コントローラーに通信だけで、
制御信号送信/受信を行いました。
話が変わりますが・・・
今回はGX-Works2
インラインST語
ダブルワードを使用できました。
ラベルプログラミングで・・
課題を克服できました・・・
雑な説明でしたが・・・
最後までお読みいただきありがとうございました。

